点焊机的特点介绍和焊接程序
发布者:博越焊接设备
发布日期:2017-10-30点焊机采用大电流短时间让工件间接触电阻增大,电极散热降低。电容储能焊机、中频点焊机采用强规范就能焊接厚度比很大的工件就很成功。 先采用不同表面直径的电极,在薄件或导电、导热性好的工件一侧采用较小直径,以增加这一侧的电流密度、并减小电极散热的影响。其次采用不同的电极材料,在薄件或导电、导热性好的工件一侧采用导热性较差的铜合金,以减少这一侧的热损失。 后采用工艺垫片即在薄件或导电、导热性好的工件一侧垫一块由导热性较差的金属制成的垫片,以减少一侧的散热。在点焊机焊接时,焊接误区以为焊点越多越牢固,其实焊接时的焊点间距是有要求的,如果不按要求做,可能会适得其反,焊点越多越不牢固,焊点质量会变得很差。比较 的焊接跟控制器有很大关系, 初的阻焊控制由电子管到晶体管发展了几十年,由于笨重不方便,近十年出现了微机控制器,即以工业单片机为中心的控制器。电阻焊机控制器就是对焊接过程实施控制、监视和检测。研制出了新一代控制器,这种控制器具有多脉冲触发,多种焊接规范,多种启动方式,多种现场数据监测,同时具有控制时间准确,焊接电流误差小和工作稳定等特点,是理想的电阻焊点焊机控制设备。现在的微机点焊机控制器基本都是闭环控制,采用三脉冲焊接,即预热、焊接、回火,特别有利于镀层板的焊接,恒压恒流的功能也足以了焊点的质量。
造成问题的原因是焊点的分流现象,分流跟材料的电阻率和导电通路有关,实际上每一个焊点都是电流通路,一般点焊机焊接时,在形成 个焊点后,后面某个焊点焊接时电极接触工件时的电阻远远小于到前一个焊点的电阻,所以分流很小,可以形成很好的焊点,当然如果间距太小分流够大,下个焊点的质量会低于前点焊接质量。点焊机工作时,焊点的间距 要,不然会影响整体焊接效果,一般情况下间距在25-35毫米左右即可。
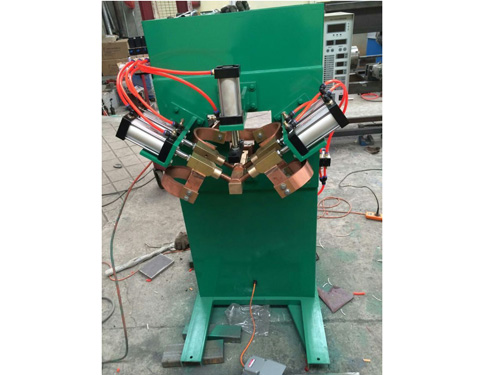
点焊机的特点:
点焊机是专门为电子工业、微电子工业和PCB行业提供的电子点焊设备无需任何助焊剂、焊料、焊锡,可直接焊接漆包线,实现“点熔焊”特种生产工艺。
1、漆包线免去除绝缘漆、浸锡等烦琐工序,可直接进行“点焊”,简化生产工序,提高生产效率。
2、实现环保的无铅锡焊接技术,焊点完善符合SGS认证和RoHS标准。
3、焊点细小、牢靠、阻值小、、低温、等。
4、实现引线 短,给您无旁容、的产品。
5、点焊只会塑造 的品质,不会伤害工件。
6、体积小、重量轻、操作方便、移动便利,非常适应生产线的投入使用。
7、告别浸锡时噪音、空气污染、温度高的危险生产,走进JIYI电子点焊机“点焊”无任何污染、无噪音的生产环境。
8、焊接线径范围:0.02--1.50mm;焊接金属膜厚度范围:0.01mm--0.80mm。
点焊机焊接程序:
1、焊件准备以及装配:钢焊件在焊接前须 脏物,比如油污和氧化皮以及铁锈,对于热轧钢, 好把焊接处 先经过酸洗和喷砂或者是使用砂轮 氧化皮。没有经清理焊件虽然可以进行点焊,但是严重地降低了电极的使用寿命,同时降低点焊生产效率还有质量。对于有薄镀层的中低碳钢可以进行直接施焊。
2、点焊机在焊接的时候,应该 行调节电极杆位置,使得电极刚好可以压到焊件的时候,电极臂需要保持互相的平行。
3、点焊机的电流调节开关级数选择,可以按照焊件的厚度和材质进行选定。通电之后电源指示灯应该亮,电极的压力大小可以进行调整弹簧的压力螺母,改变压缩的程度而获得。
4、在完成了上述调整之后,可以 先接通冷却水之后再进行接通电源准备焊接。
点焊机焊接过程的程序:焊件设置于两电极之间,踩下脚踏板,并且使上电极和焊件接触并且加压,在继续压下脚踏板的时候,电源的触头开关接通,于是变压器开始进行工作次级回路通电使焊件进行加热。当焊接到 的时间之后松开脚踏板的时候电极上升,借弹簧的拉力 先切断电源然而恢复原状,单点焊接过程即告结束。
上一篇:运行点焊机和焊接螺母时注意事项
下一篇:点焊机操作流程和系统的结构特点